
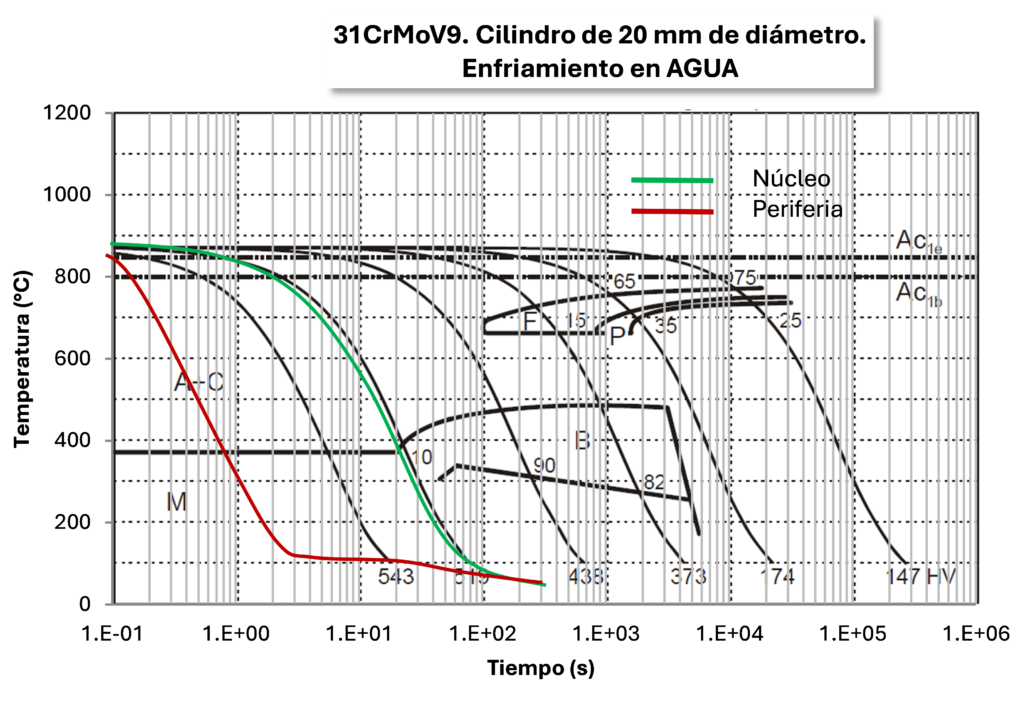
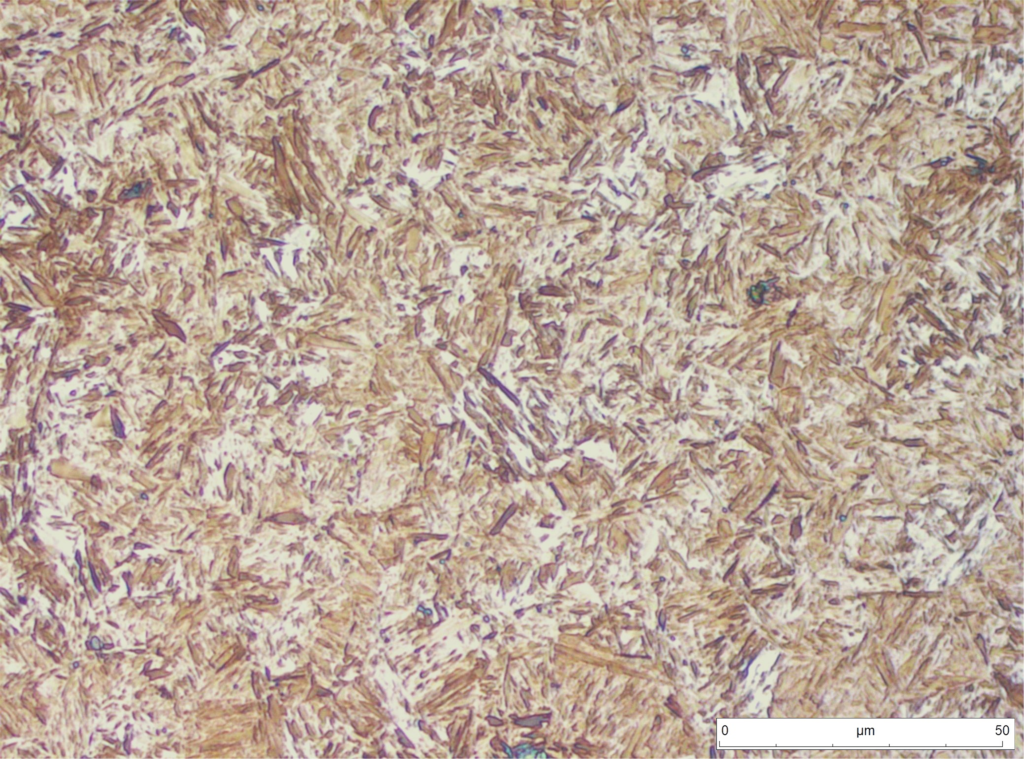
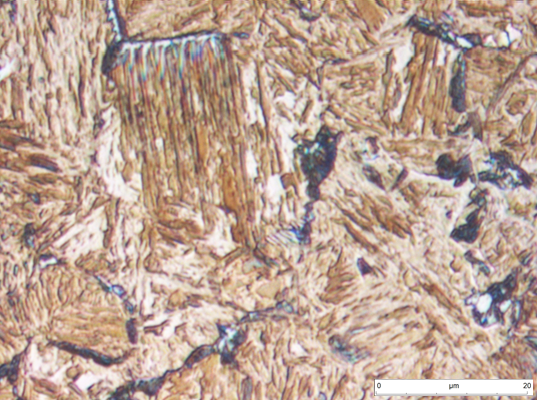
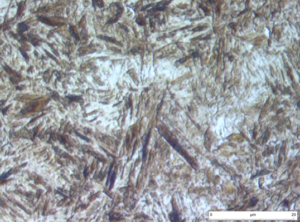
Temple al agua

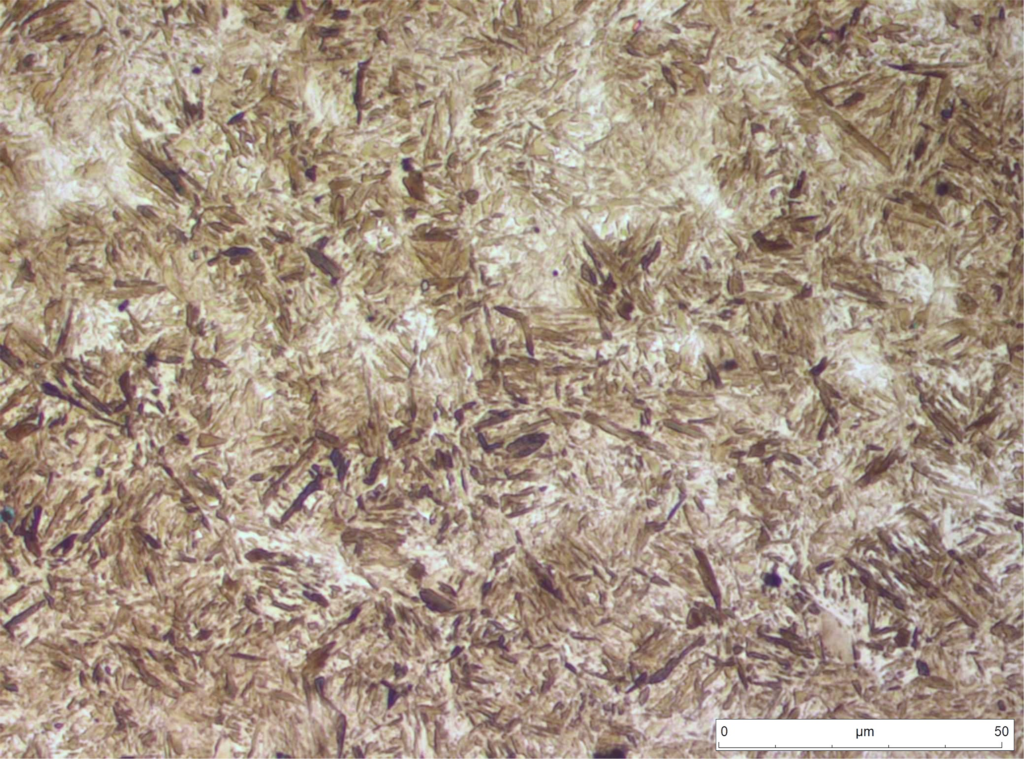
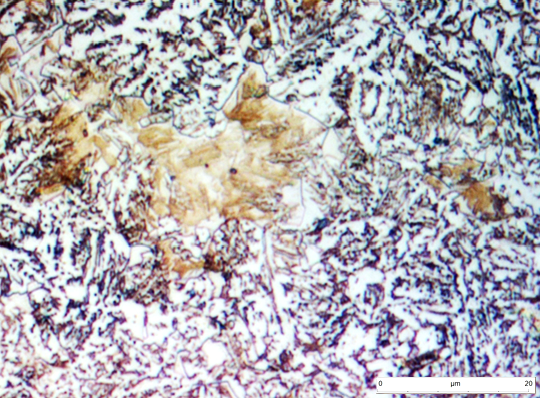
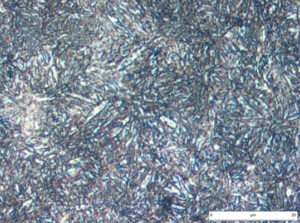
Temple al aceite


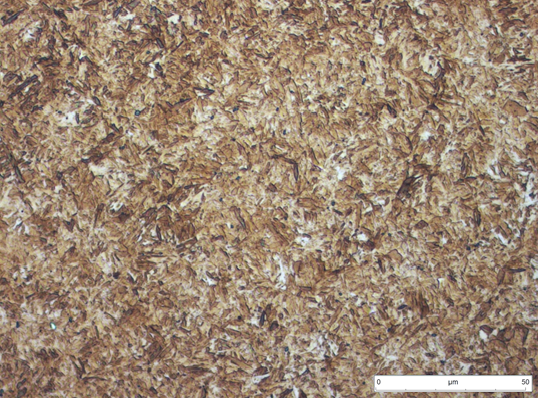
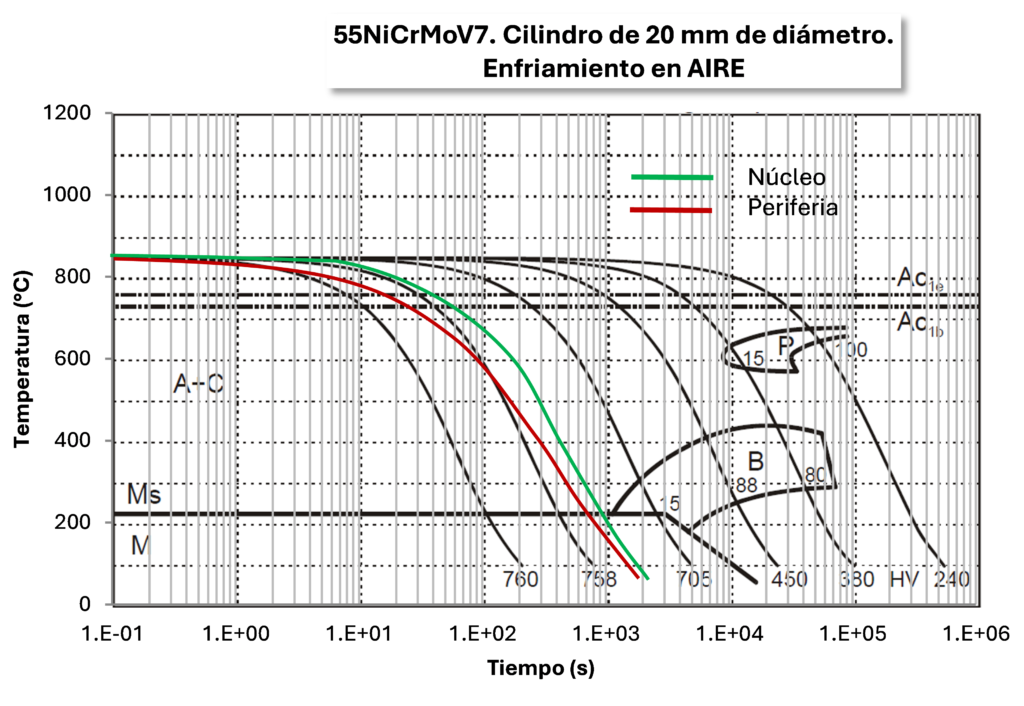
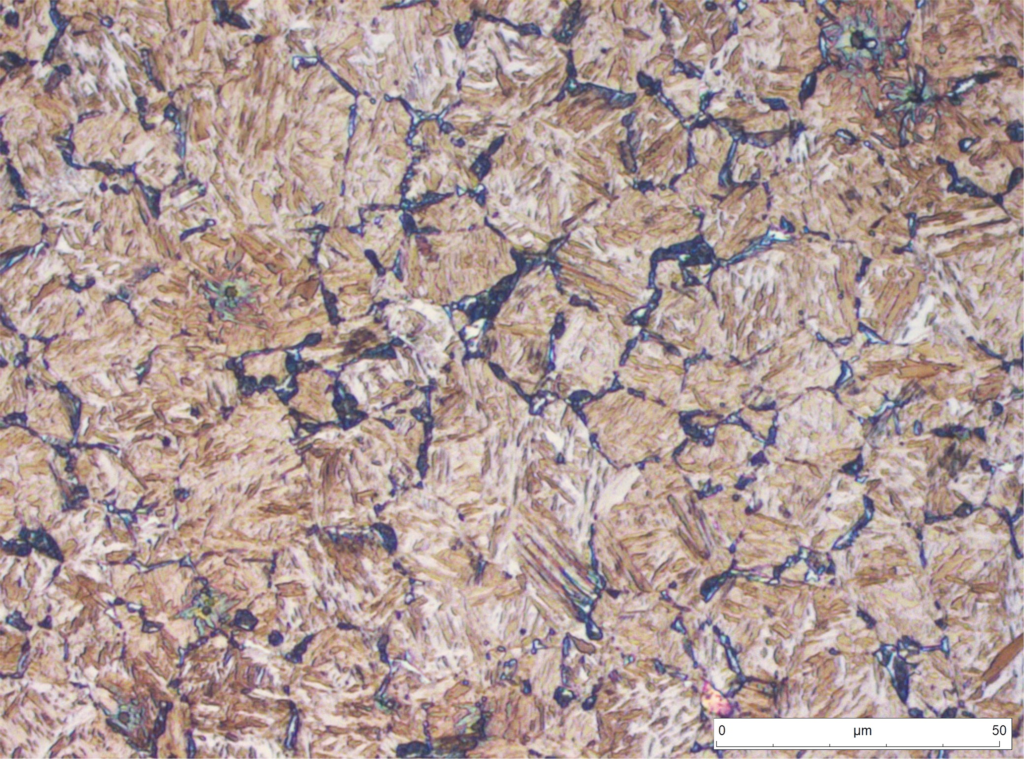
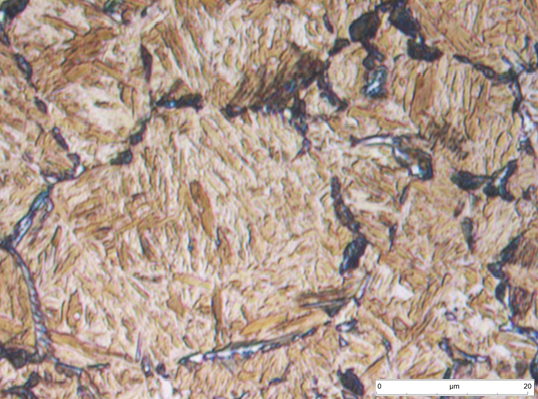
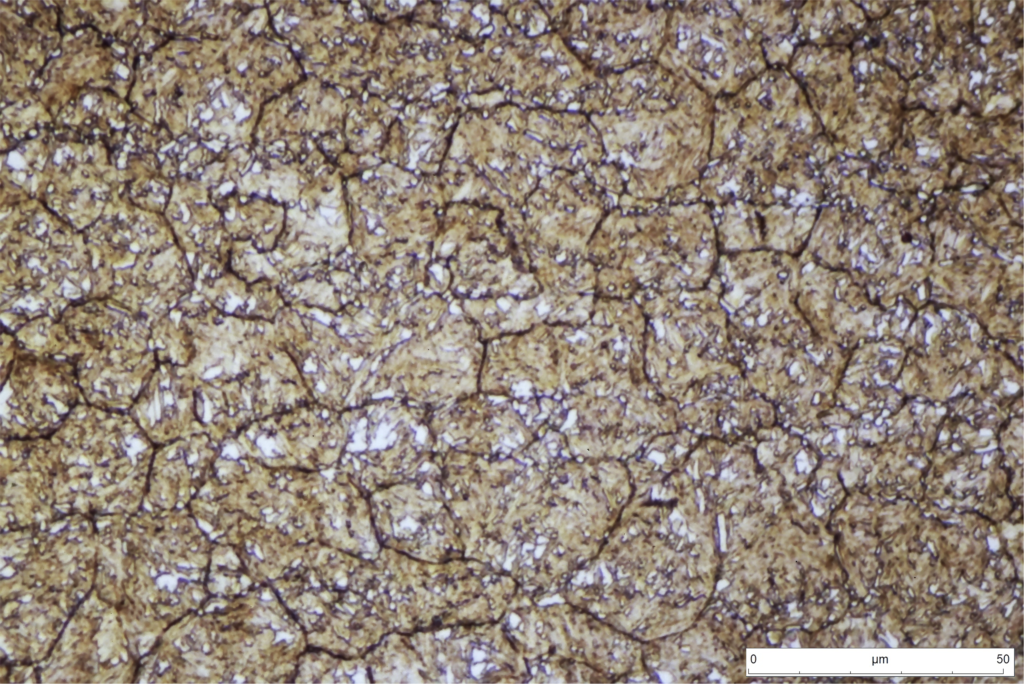
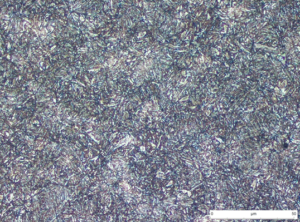
Temple al aire



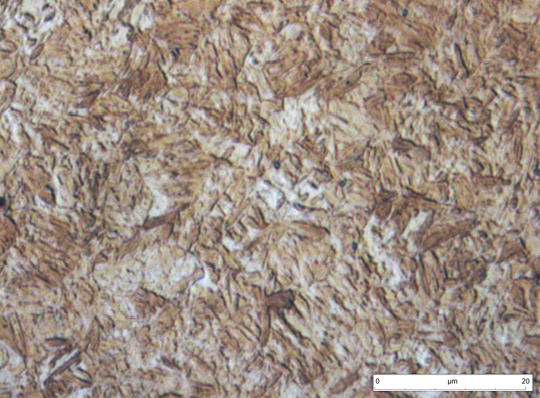
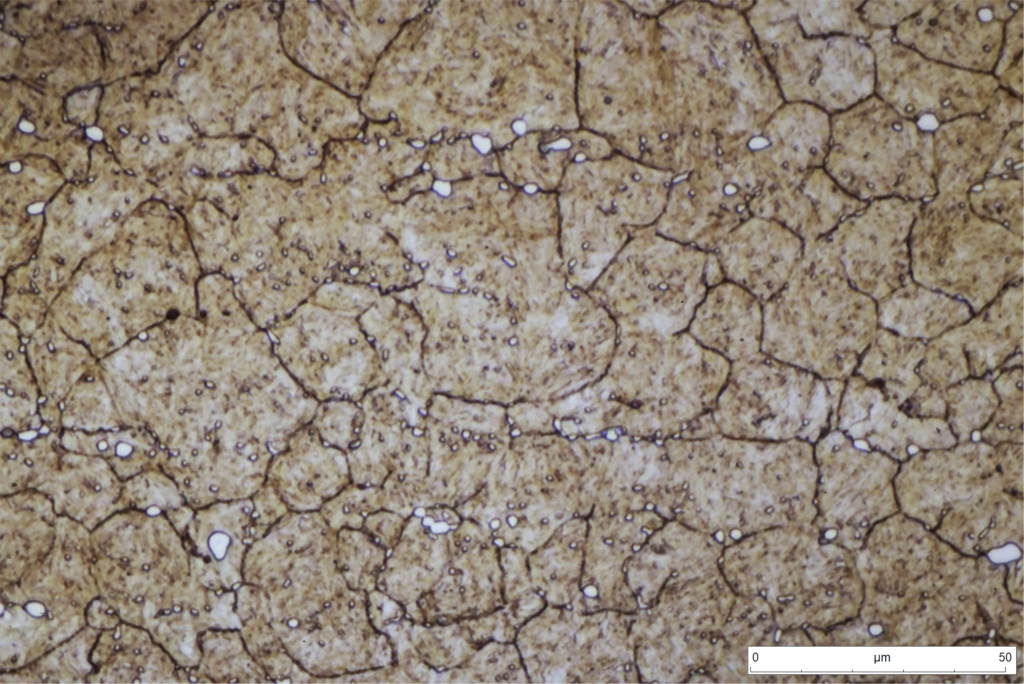
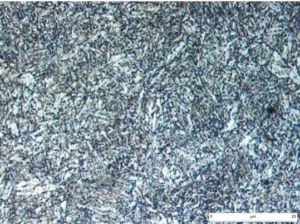
Temple subcero
Una solución es dar un enfriamiento posterior a muchos grados bajo cero, como en nitrógeno líquido, con el fin de transformar esa austenita retenida en martensita.




| Contenido | |
| Claridad de la explicación | |
| Calidad de las imágenes | |
| ¿Cuánto has aprendido? | |
|
Promedio
|
|

|
|